

Kuelefaser ass e Fasermaterial mat engem Kuelestoffgehalt vu méi wéi 95%. Et huet exzellent mechanesch, chemesch, elektresch an aner exzellent Eegeschaften. Et ass de "Kinnek vun den neie Materialien" an e strategescht Material, dat an der militärescher an ziviler Entwécklung feelt. Bekannt als "Schwaarzt Gold".
D'Produktiounslinn vu Kuelefaser ass wéi follegt:

Wéi gëtt déi schlank Kuelefaser hiergestallt?
D'Technologie vun der Kuelefaserproduktioun huet sech bis elo weiderentwéckelt a reift weider. Mat der kontinuéierlecher Entwécklung vu Kuelefaser-Kompositmaterialien gëtt se ëmmer méi populär bei allen Gesellschaftsschichten, besonnesch wéinst dem staarke Wuesstem vun der Loftfaart, dem Automobil, der Eisebunn, de Wandkraaftwierker usw., an dem dreiwende Effekt op d'Entwécklung vun der Kuelefaserindustrie. D'Perspektiven si souguer nach méi breet.
D'Kuelefaserindustrie kann an Upstream an Downstream opgedeelt ginn. Upstream bezitt sech normalerweis op d'Produktioun vu Kuelefaserspezifesche Materialien; Downstream bezitt sech normalerweis op d'Produktioun vu Kuelefaserapplikatiounskomponenten. Firmen tëscht Upstream an Downstream kënnen se als Ausrüstungsliwweranten am Kuelefaserproduktiounsprozess betruechten. Wéi an der Figur gewisen:
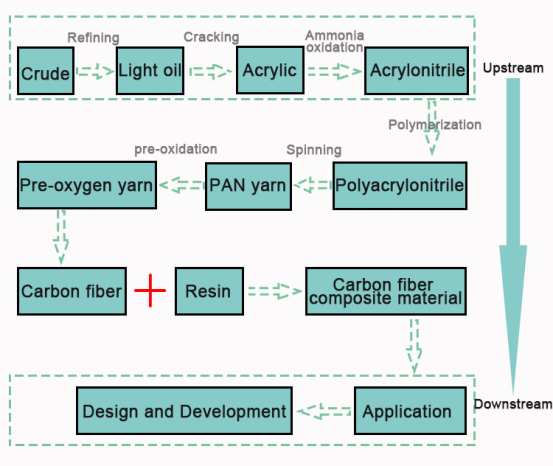
De ganze Prozess vu Réiseid bis Kuelefaser virun der Kuelefaserindustrie muss Prozesser wéi Oxidatiounsuewen, Karboniséierungsuewen, Graphitiséierungsuewen, Uewerflächenbehandlung a Gréissten duerchlafen. D'Faserstruktur gëtt vu Kuelefaser dominéiert.
Den Upstream vun der Kuelefaserindustriekette gehéiert zu der petrochemescher Industrie, an Acrylnitril gëtt haaptsächlech duerch Réiuelegraffinéierung, Rëssbildung, Ammoniakoxidatioun, etc. gewonnen; Polyacrylnitril-Virleeferfaser, Kuelefaser gëtt duerch Viroxidatioun a Karboniséierung vun der Virleeferfaser gewonnen, a Kuelefaser-Kompositmaterial gëtt duerch d'Veraarbechtung vu Kuelefaser an héichwäertegem Harz gewonnen, fir den Uwendungsufuerderungen gerecht ze ginn.
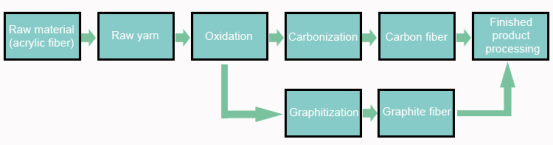
De Produktiounsprozess vu Kuelefaser ëmfaasst haaptsächlech Zéien, Opzéien, Stabiliséierung, Karboniséierung a Graphitiséierung. Wéi an der Figur gewisen:
Zeechnung:Dëst ass den éischte Schrëtt am Produktiounsprozess vu Kuelefaser. Et trennt haaptsächlech d'Rohmaterialien a Faseren, wat eng physikalesch Ännerung ass. Wärend dësem Prozess geschitt de Massentransfer an d'Hëtzttransfer tëscht der Spinnflëssegkeet an der Koagulatiounsflëssegkeet, an schliisslech PAN-Nidderschlag. D'Filamenter bilden eng Gelstruktur.
Entworf:brauch eng Temperatur vun 100 bis 300 Grad fir zesumme mam Streckeffekt vun orientéierte Faseren ze funktionéieren. Et ass och e Schlësselschrëtt bei der héijer Modulus, héijer Verstäerkung, Verdichtung a Raffinéierung vu PAN-Faseren.
Stabilitéit:Déi thermoplastesch PAN linear Makromolekularkette gëtt duerch d'Method vun der Erhëtzung an Oxidatioun bei 400 Grad an eng net-plastesch hëtzebeständeg Trapezstruktur transforméiert, sou datt se bei héijer Temperatur net schmëlzt an net brennbar ass, d'Faserform behält an d'Thermodynamik an engem stabilen Zoustand ass.
Karboniséierung:Et ass néideg, net-Kuelestoffelementer am PAN bei enger Temperatur vun 1.000 bis 2.000 Grad erauszedreiwen, a schliisslech Kuelestofffasere mat enger turbostratescher Graphitstruktur mat engem Kuelestoffgehalt vu méi wéi 90% ze generéieren.
Graphitiséierung: Et erfuerdert eng Temperatur vun 2.000 bis 3.000 Grad fir amorph an turbostratesch karboniséiert Materialien an dräidimensional Graphitstrukturen ëmzewandelen, wat déi wichtegst technesch Moossnam ass fir de Modul vu Kuelefaseren ze verbesseren.
De detailléierte Prozess vun der Kuelefaserproduktioun, vum Prozess vun der Rohseidproduktioun bis zum fäerdege Produkt, besteet doran, datt d'PAN-Rohseid duerch de viregten Rohseidproduktiounsprozess produzéiert gëtt. Nodeems se duerch d'naass Hëtzt vum Drotzufuhr virgezunn gouf, gëtt se sequenziell vun der Zuchmaschinn an de Viroxidatiounsuewen transferéiert. Nodeems se bei verschiddene Gradienttemperaturen an der Viroxidatiounsuewengrupp gebak goufen, ginn oxidéiert Faseren geformt, dat heescht viroxidéiert Faseren; déi viroxidéiert Faseren ginn zu Kuelefaseren geformt, nodeems se duerch mëttler an héich Temperaturen Karboniséierungsuewen passéiert sinn; d'Kuelefasere ginn dann enger definitiver Uewerflächenbehandlung, Gréisstentfernung, Trocknung an aner Prozesser ënnerworf, fir Kuelefaserprodukter ze kréien. De ganze Prozess vun der kontinuéierlecher Drotzufuhr a präziser Kontroll, e klengt Problem an all Prozess beaflosst déi stabil Produktioun an d'Qualitéit vum fäerdege Kuelefaserprodukt. D'Kuelefaserproduktioun huet e laange Prozessoflaf, vill technesch Schlësselpunkten an héich Produktiounsbarrièren. Et ass eng Integratioun vu verschiddene Disziplinnen an Technologien.
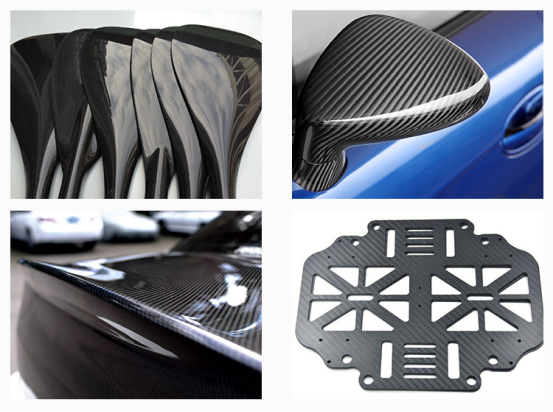
Dat Uewendriwwer ass d'Produktioun vu Kuelefaser, loosst eis e Bléck drop werfen, wéi Kuelefaserstoff benotzt gëtt!
Veraarbechtung vu Kuelefaserstoffprodukter
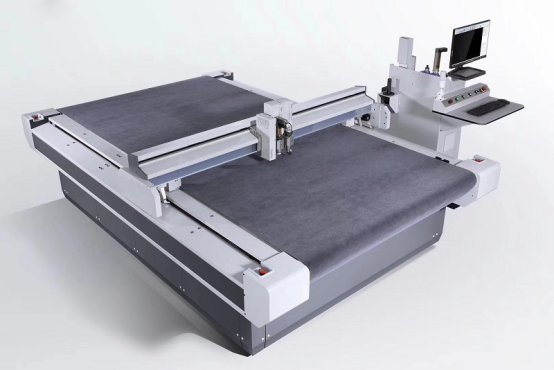
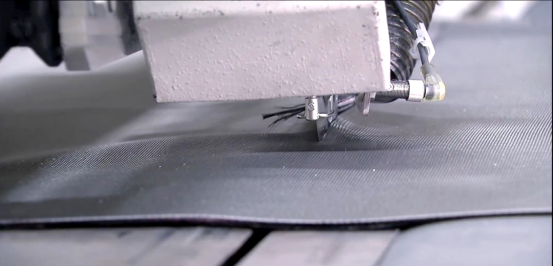
1. Schneiden
De Prepreg gëtt bei minus 18 Grad aus dem Kältelager erausgeholl. Nom Erwächen ass den éischte Schrëtt d'Material präzis no dem Materialdiagramm op der automatescher Schnëttmaschinn ze schneiden.
2. Pflasterung
Den zweete Schrëtt ass d'Verleeë vu Prepreg op dem Verleeger, an déi verschidde Schichten no den Designufuerderungen ze verleeën. All Prozesser ginn ënner Laserpositionéierung duerchgefouert.
3. Formen
Iwwer en automatiséierte Behandlungsroboter gëtt d'Präform an d'Formmaschinn fir d'Kompressiounsformung geschéckt.
4. Schneiden
Nom Formen gëtt d'Wierkstéck fir de véierte Schrëtt vum Schneiden an Entgraten op d'Aarbechtsplaz vum Schneidroboter geschéckt, fir d'Dimensiounsgenauegkeet vum Werkstéck ze garantéieren. Dëse Prozess kann och mat enger CNC-Fräsmaschinn bedriwwe ginn.
5. Botzen
De fënnefte Schrëtt ass d'Drécheäisreinigung an der Reinigungsstatioun duerchzeféieren, fir den Trennmëttel ze entfernen, wat fir de spéidere Klebstoffbeschichtungsprozess praktesch ass.
6. Klebstoff
De sechste Schrëtt ass d'Uwendung vu Strukturklebstoff op der Klebroboterstatioun. D'Klebpositioun, d'Klebgeschwindegkeet an d'Klebproduktioun ginn all präzis ugepasst. En Deel vun der Verbindung mat de Metalldeeler gëtt genéit, wat op der Nietstatioun duerchgefouert gëtt.
7. Montageinspektioun
Nodeems de Klebstoff opgedroe gouf, ginn déi bannenzeg an déi baussenzeg Paneele zesummegesat. Nodeems de Klebstoff ausgehärtet ass, gëtt eng Blo-Liicht-Detektioun duerchgefouert, fir d'Dimensiounsgenauegkeet vu Schlëssellächer, Punkten, Linnen an Uewerflächen ze garantéieren.
Kuelefaser ass méi schwéier ze veraarbechten
Kuelefaser huet souwuel déi staark Zuchfestigkeit vu Kuelestoffmaterialien wéi och déi mëll Veraarbechtungsfäegkeet vu Faseren. Kuelefaser ass en neit Material mat exzellente mechaneschen Eegeschaften. Zum Beispill Kuelefaser an eisen übleche Stol, d'Festigkeit vu Kuelefaser läit bei ongeféier 400 bis 800 MPa, während d'Festigkeit vu gewéinleche Stol 200 bis 500 MPa ass. Wann een d'Zähegkeet kuckt, si Kuelefaser a Stol am Fong ähnlech, an et gëtt keen offensichtlechen Ënnerscheed.
Kuelefaser huet eng méi héich Stäerkt a manner Gewiicht, dofir kann Kuelefaser als de Kinnek vun den neie Materialien bezeechent ginn. Wéinst dësem Virdeel hunn d'Matrix an d'Faseren während der Veraarbechtung vu Kuelefaserverstäerkte Kompositmaterialien (CFK) komplex intern Interaktiounen, wouduerch hir physikalesch Eegeschafte sech vun deene vu Metaller ënnerscheeden. D'Dicht vu CFK ass vill méi kleng wéi déi vu Metaller, während d'Stäerkt méi grouss ass wéi déi vun de meeschte Metaller. Wéinst der Inhomogenitéit vu CFK geschitt d'Auszéien oder d'Ofléie vu Matrixfaseren dacks während der Veraarbechtung; CFK huet eng héich Hëtztbeständegkeet a Verschleißbeständegkeet, wat et méi usprochsvoll fir d'Ausrüstung während der Veraarbechtung mécht, sou datt eng grouss Quantitéit u Schnëtthëtzt am Produktiounsprozess generéiert gëtt, wat méi eescht fir de Verschleiung vun der Ausrüstung ass.
Gläichzäiteg, mat der kontinuéierlecher Expansioun vun hiren Uwendungsberäicher, ginn d'Ufuerderungen ëmmer méi delikat, an d'Ufuerderunge fir d'Anwendbarkeet vun de Materialien an d'Qualitéitsufuerderunge fir CFK ginn ëmmer méi streng, wat och d'Veraarbechtungskäschte féiert zu Erhéijung.
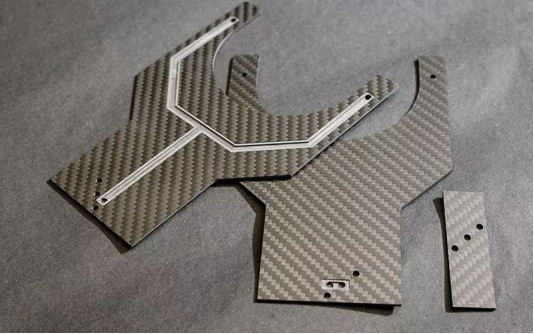
Veraarbechtung vu Kuelefaserplacken
Nodeems d'Kuelefaserplack gehärtet a geformt ass, ass eng Noveraarbechtung wéi Schnëtt a Bueren fir Präzisiounsufuerderungen oder Montagebedürfnisser noutwendeg. Ënner de selwechte Konditiounen wéi Schnëttprozessparameter a Schnëttdéift, wäert d'Auswiel vun Tools a Buerer aus verschiddene Materialien, Gréissten a Formen ganz ënnerschiddlech Auswierkungen hunn. Gläichzäiteg beaflossen Faktoren wéi d'Stäerkt, d'Richtung, d'Zäit an d'Temperatur vun den Tools a Buerer och d'Veraarbechtungsresultater.
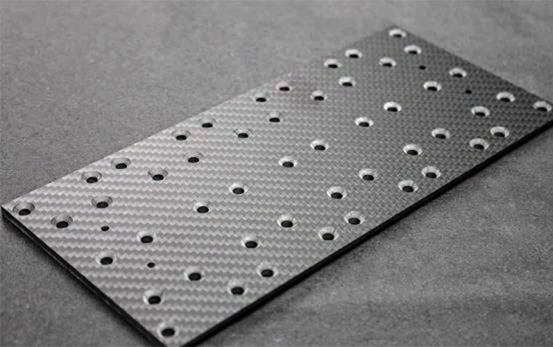
Am Nowbearbeitungsprozess sollt Dir probéieren e schaarft Geschier mat Diamantbeschichtung an e Vollkarbidbuer ze wielen. D'Verschleissbeständegkeet vum Geschier an dem Buer selwer bestëmmt d'Qualitéit vun der Veraarbechtung an d'Liewensdauer vum Geschier. Wann d'Geschier an de Buer net schaarf genuch sinn oder falsch benotzt ginn, beschleunegt dat net nëmmen de Verschleiss, erhéicht d'Veraarbechtungskäschte vum Produkt, mee verursaacht och Schied un der Plack, wat d'Form a Gréisst vun der Plack an d'Stabilitéit vun den Dimensioune vun de Lächer a Rillen op der Plack beaflosst. Dëst verursaacht Schichtenzerräissen vum Material oder souguer Blockkollaps, wat zu engem Ofbau vun der ganzer Plack féiert.
Beim BuerenKuelefaserplacken, wat méi séier d'Geschwindegkeet ass, wat besser den Effekt. Bei der Auswiel vu Buerbits ass den eenzegaartegen Design vum PCD8-Frontkantbuer besser fir Kuelefaserplacke geegent, well se besser a Kuelefaserplacke andrénge kënnen an de Risiko vun Delaminatioun reduzéieren.
Beim Schneiden vun décke Kuelefaserblecher ass et recommandéiert, eng zweischneideg Kompressiounsfräs mat engem lénksen a rietse spiralfërmege Kantdesign ze benotzen. Dës schaarf Schneidkant huet souwuel iewescht wéi och ënnescht spiralfërmeg Spëtzen, fir d'Axialkraaft vum Tool no uewen an no ënnen beim Schneiden auszegläichen, fir sécherzestellen, datt déi resultéierend Schnëttkraaft op déi bannenzeg Säit vum Material geriicht gëtt, fir stabil Schnëttbedingungen ze kréien an d'Optriede vu Materialdelaminatioun ze ënnerdrécken. Den Design vun den ieweschten an ënneschten rautefërmege Kanten vum "Pineapple Edge" Fräsmaschinn kann och Kuelefaserblecher effektiv schneiden. Seng déif Spanflötz kann vill Schnëtthëtzt duerch d'Ofleedung vu Spanen während dem Schnëttprozess ewechhuelen, fir Schied un den Eegeschafte vun der Kuelefaserblech ze vermeiden.
01 Kontinuéierlech laang Faser

Produktmerkmale:Déi heefegst Produktform vu Kuelefaserhersteller, de Bündel, besteet aus Dausende vu Monofilamenter, déi no der Dréimethod an dräi Typen opgedeelt sinn: NT (Never Twisted, untwisted), UT (Untwisted, untwisted), TT oder ST (Twisted, twisted), vun deenen NT déi am meeschte benotzt Kuelefaser ass.
Haaptapplikatioun:Haaptsächlech fir Kompositmaterialien wéi CFRP, CFRTP oder C/C-Kompositmaterialien benotzt, an d'Applikatiounsfelder ëmfaassen Fliger-/Loftfaartausrüstung, Sportartikelen an Deeler vun industriellen Ausrüstungen.
02 Stapelfasergarn

Produktmerkmale:Kuerzfasergarn fir kuerz, Garn, déi aus kuerze Kuelefaseren gesponnen sinn, wéi zum Beispill allgemeng Kuelefaseren op Pechbasis, sinn normalerweis Produkter a Form vu kuerze Faseren.
Haaptbenotzungen:Wärmeisolatiounsmaterialien, Reibungsschutzmaterialien, C/C-Kompositdeeler, etc.
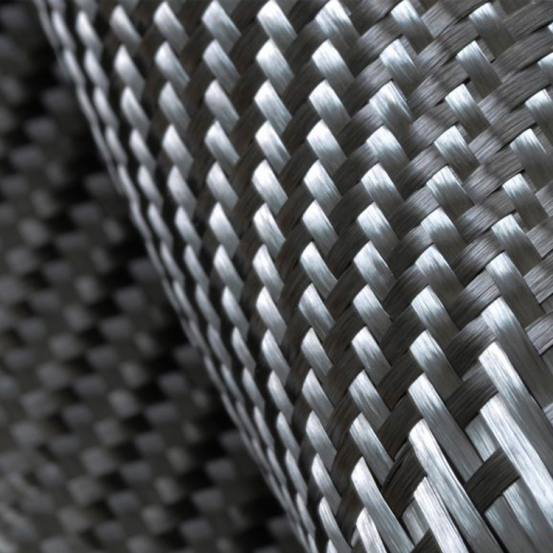
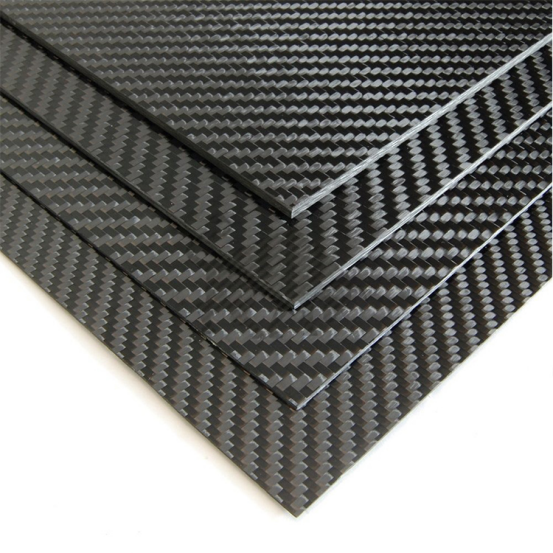
03 Kuelefaser Stoff

Produktmerkmale:Et ass aus kontinuéierlecher Kuelefaser oder Kuelefaser gesponnenem Garn gemaach. No der Webmethod kënnen Kuelefaserstoffer a gewieft Stoffer, Gestrickte Stoffer a Vliesstoffer opgedeelt ginn. Am Moment sinn Kuelefaserstoffer normalerweis gewieft Stoffer.
Haaptapplikatioun:Datselwecht wéi kontinuéierlech Kuelefaser, haaptsächlech a Kompositmaterialien wéi CFRP, CFRTP oder C/C-Kompositmaterialien benotzt, an d'Applikatiounsfelder enthalen Fliger-/Loftfaartausrüstung, Sportartikelen an Deeler fir industriell Ausrüstung.
04 Geflochtene Riemen aus Kuelefaser

Produktmerkmale:Et gehéiert zu enger Aart Kuelefaserstoff, deen och aus kontinuéierlecher Kuelefaser oder Kuelefasergesponnenem Garn gewieft ass.
Haaptbenotzung:Haaptsächlech fir Harzbaséiert Verstäerkungsmaterialien benotzt, besonnesch fir d'Produktioun an d'Veraarbechtung vu Réierprodukter.
05 Gehackte Kuelefaser

Produktmerkmale:Anescht wéi de Konzept vu Kuelefaser gesponnenem Garn, gëtt et normalerweis aus kontinuéierlecher Kuelefaser duerch gehackte Veraarbechtung hiergestallt, an déi gehackte Längt vun der Faser kann no de Bedierfnesser vum Client geschnidde ginn.
Haaptbenotzungen:Normalerweis als Mëschung aus Plastik, Harzer, Zement, etc. benotzt, andeems se an d'Matrix gemëscht ginn, kënnen d'mechanesch Eegeschaften, d'Verschleißbeständegkeet, d'elektresch Leetfäegkeet an d'Hëtztbeständegkeet verbessert ginn; an de leschte Joren sinn d'Verstäerkungsfaseren am 3D-Drock Kuelefaserkomposit meeschtens gehackte Kuelefaseren. Haaptsächlech.
06 Schleifen vu Kuelefaser

Produktmerkmale:Well Kuelefaser e bréchegt Material ass, kann et no der Schleifung, dat heescht Kuelefaserschleifen, zu pulveriséiertem Kuelefasermaterial preparéiert ginn.
Haaptapplikatioun:ähnlech wéi gehackte Kuelefaser, awer selten an der Zementarméierung benotzt; normalerweis als Verbindung aus Plastik, Harz, Gummi, etc. benotzt fir déi mechanesch Eegeschaften, d'Verschleißbeständegkeet, d'elektresch Leetfäegkeet an d'Hëtztbeständegkeet vun der Matrix ze verbesseren.
07 Kuelefasermatte

Produktmerkmale:Déi Haaptform ass Filz oder Matte. Als éischt ginn déi kuerz Faseren duerch mechanesch Karten an aner Methoden geschichtet an dann duerch Nadelstanzung virbereet; och bekannt als Kuelefaser-Vliesstoff, gehéiert et zu enger Aart vu Kuelefaser-Vliesstoff.Haaptbenotzungen:Wärmeisolatiounsmaterialien, geformte Wärmeisolatiounsmaterialsubstrater, hëtzebeständeg Schutzschichten a korrosiounsbeständeg Schichtsubstrater, asw.
08 Kuelefaserpabeier
Produktmerkmale:Et gëtt aus Kuelefaser duerch en dréchenen oder naasse Pabeierherstellungsprozess hiergestallt.
Haaptbenotzungen:antistatesch Placken, Elektroden, Lautsprecherkegelen an Heizplacken; populär Uwendungen an de leschte Jore sinn nei Energiekathodematerialien fir Autobatterien, etc.
09 Kuelefaser-Prepreg
Produktmerkmale:en hallef gehärtet Zwëschenmaterial aus Kuelefaser-imprägnéiertem Thermohärtungsharz, dat exzellent mechanesch Eegeschafte huet a wäit verbreet ass; d'Breet vum Kuelefaser-Prepreg hänkt vun der Gréisst vun der Veraarbechtungsausrüstung of, an üblech Spezifikatioune enthalen 300 mm, 600 mm an 1000 mm Breet vum Prepreg-Material.
Haaptapplikatioun:Fliger-/Loftfaart- an Raumfaartausrüstung, Sportartikelen an Industrieausrüstung, etc.
010 Kuelefaser-Kompositmaterial
Produktmerkmale:Sprëtzgussmaterial aus thermoplasteschem oder thermohärtendem Harz gemëscht mat Kuelefaser, d'Mëschung gëtt mat verschiddenen Zousätz a gehackte Faseren bäigefüügt, an dann ënnerläit engem Compoundéierungsprozess.
Haaptapplikatioun:Well d'Material exzellent elektresch Leetfäegkeet, héich Steifheet a liicht Gewiichtsvirdeeler huet, gëtt et haaptsächlech a Gehäuse fir Ausrüstung an aner Produkter benotzt.
Mir produzéieren ochGlasfaser direkt Roving,Glasfasermatten, Glasfasernetz, anGlasfaser gewieft Roving.
Kontaktéiert eis :
Telefonsnummer: +8615823184699
Telefonsnummer: +8602367853804
Email:marketing@frp-cqdj.com
Zäitpunkt vun der Verëffentlechung: 01.06.2022





